-

湖南良源自动化设备有限公司
主营:PLC系统,DCS系统,智能家居系统 - 13677480898

湖南良源自动化设备有限公司
主营:PLC系统,DCS系统,智能家居系统 8
8
一、控制的基本特点
锅炉作为能源动力转换的重要设备,其整个运行状况对于生产的安全,稳定高效具有决定性的意义。对于链条炉,和其他类型的锅炉相比较,它的主要特点是运行较为稳定,负荷可以教大范围的提升。但是其教大的滞后反应,决定了在调节控制方面的难点。较多的燃料供给设备,风烟配比情况,顺序启动和紧急停炉的顺控问题,一直是各应用厂矿,科研单位,及自动化行业不断优化的主题。根据我们的长期现场实践总结,对于中压链条炉,我们开辟了*到的整体控制模式应用于现场,运行效果较为理想。
汽机做为发电机的动力设备,其运行稳定具有非常重要的意义,所以保证其在额定转速(3000RPM)下运行是较其重要的,**过3360RPM即会造成飞轮事故的产生,低于2700RPM便对并网发电造成影响,而它的润滑油系统也是保证汽轮机正常运行的一个前提条件。
1、 工艺简介
本生产装置包含以下几个工序:
锅炉:锅炉总貌、汽水系统、烟风系统。
汽机:汽机总貌、润滑油系统、除氧给水系统、减温减压系统。
2、工艺对控制系统的要求
a、实现各个单元操作的集中监控,包括:温度、压力、流量、液位等物理量的监测与控制。动态参数检测、控制必须准确、可靠。
b、必要的遥控措施,对突发事件如停电等,系统应采取相应的保护措施,确保在紧急情况下或需要的时候对一些关键的控制点(阀门、马达等)实施遥控。
c、配置必要的报警和联锁。
d、重要参数的记录和方便地查阅其实时趋势和历史趋势。
e、可随时监测有关单元的有关参数或重要设备的运行情况。
f、控制系统操作简单,参数设置、调整方便,便于操作,人性化的操作界面。
g、操作员站显示整个生产工艺流程,修改和打印各种有关参数。
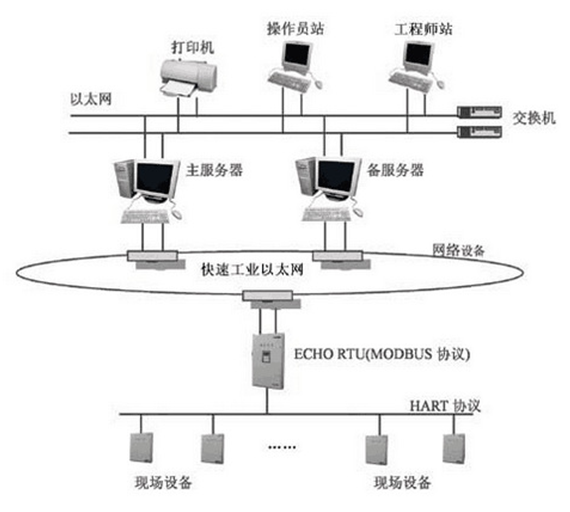
二 系统组成
1、系统配置
本项目控制系统采用的是西门子PCS7 。该系统能够实现连续控制、批量控制和逻辑控制等多种控制算法。根据带控制点的工艺流程图,与工艺技术人员认真细致地分析了生产工艺对控制的要求,合理地设计了方便于操作工监视、操作的流程图画面。本工程采用2个控制站、2个操作站,操作站和控制站处于同一中控室内,两操作站是完全对等的,其中任意一台操作站均可兼作工程师站。控制站与操作站之间由CNET双重化冗余的过程控制网连接。我们从生产更为可靠和经济方面考虑,主控制器采用热备冗余。其作用是当主板发生故障时,冗余板会自动投入工作,以确保系统稳定可靠地运行。
另外现场有一台6KVA UPS在线式不间断电源,所有模拟量信号通过隔离模块后,进入输入端子板,且所有模拟量输出信号均通过隔离模块,进入现场执行机构。
2. DCS系统规模
锅炉:AI: 114个
AO: 24个
DI: 128个
DO:96个
汽机:AI: 168个
AO: 8个
DI: 128个
DO:64个
三、链条炉控制的实施方案
多年来,湖南良源自动化(DCS系统集成商\PLC系统开发集成商,黄经理)的工程师们一直致力于该系统的开发,不断的优化改进,如下是典型的解决方案,实际会根据不同的项目做不同的优化控制方案:
1.汽包水位控制
汽包水位的控制任务是:使给水流量适应锅炉的蒸发量,以维持汽包水位在允许的范围内保持给水稳定;另外是抗扰动性及负荷变化的虚假水位。
汽包水位的控制方案采用三冲量给水串级控制系统和水位单冲量结合的方式。三冲量锅炉汽包给水自动控制系统,是以汽包水位H为主控信号,蒸汽流量D为前馈控制信号,给水流量W为反馈控制信号组成的控制系统。它采用蒸汽流量信号对给水流量进行前馈控制,当蒸汽负荷突然发生变化,蒸汽流量信号使给水调节阀一开始就向正确方向移动,即蒸汽流量增加,给水调节阀开大,抵消了由于“虚假水位”引起的反向动作,因而减小了水位和给水流量的波动幅度。当由于水压干扰使给水流量减少的信号,开大给水阀门,使给水量保持不变。另外,给水流量信号也是调节器动作后的反馈信号,能使调节器及早知道控制的效果,所以三冲量给水控制系统,调节器动作快,还可以避免调节过头,减少波动和失控。这样,汽包水位很少受到影响。
另外,当锅炉处于低负荷运行时,水位控制系统可自动切换到单冲量调节。当发生负荷的突增、突降情况时,往往会引起较高的水位波动,这时单采用经典的三冲量控制,难以克服干扰因素水位的大扰动,此时,可通过程序综合仪表输入的客观信息,强行上拉或下拉给水阀位植,防止水位下降或上升过快。
单冲量汽包水位控制主要用于给水流量,主汽流量等仪表的损坏,检修或者启停时的控制。
2、炉膛负压控制
炉膛负压采用串级控制的方式,将一次风和二次风进行相加的总和作为主调节回路的测量值,以副回路炉膛负压的调节输出作为给定值,调节输出到引风变频输入改变其转速。达到改变引风量的目的,从而维持炉膛副压的稳定。
3、过热蒸汽汽温控制
过热器蒸汽温度串级控制系统方块图:
说明: f1 :烟气流量和温度变化的扰动
f2 :入口蒸汽流量和温度的扰动
f3 :减温水压力变化的扰动
θ0 :入口蒸汽温度
θ1:出口蒸汽温度
θ2:减温器出口温度
汽温自动调节中,具有导前微分信号的双冲量汽温自动调节系统的调节质量已经能满足生产上的要求,得到了广泛的应用。如果因减温器至被调量测温点这段区域的迟延和惯性较大,要求进一步减小动态偏差时,可以采用串级汽温自动调节系统,该系统的调节器整定也具有较大的灵活性。
如图所示串级汽温自动调节系统和双冲量汽温自动调节系统的区别是不用微分器,而多用了一个副调节器,减温器后的导前温度信号θ2送到副调节器,主汽温信号θ1送至主调节器。副调节器的给定信号由主调节器来校正,副调节器直接控制电动执行器以操纵减温水调节阀。
在串级汽温自动调节系统中,由减温器、变送器2、副调节器、电动执行器构成快速副回路,它能尽可能地消除减温水侧的扰动,对过热汽温起粗调作用,副调节器一般采用比例或比例微分调节器;主调节器的作用是较后保持汽温为给定值,对汽温起细调作用,一般采用比例积分或比例积分微分调节器。因为一般对主汽温的调节质量有严格要求,对减温器后的汽温则无严格要求,允许有静差。
当主汽温θ1或导前汽温θ2升高时,要求减温水调节阀开大,使调节的结果θ1和θ2恢复到给定值,反之亦然。形成的负反馈闭环系统如图所示。主调节器输入回路的“正—反”作用开关应置于“反”方向;副调节器输入回路的“正—反”作用开关应置于“正”方向。
4.燃烧控制系统
燃烧部分的控制是整个设备控制的核心。影响整个设备改变的因素较多,而且整个过程是一个大滞后的调节,采用传统的PID,串级控制等效果都不是很理想,会出现**调节,大波动的现象产生。根据现场的分析,我们采用了主蒸汽流量和压力的联合控制来实现整个燃烧系统的主辅式控制。
主要的控制策略原理为:我们需要设定一个目标的流量控制值,目标流量的计算是在当前流量的基础上,通过对当前压力的变化率的大小进行流量修正,即当压力变小时,其变化率为正值(上次检测值-当前检测值),同时对其进行增益放大,计算后的数值与当前流量进行累加后进行控制中心点的自寻优平衡态。根据整个工艺实际状况,确定所需的燃料的中心量值,根据风煤的比率值确定所需鼓风的总量值。按照设计的一、二次风的分配比例进行运算,调整鼓风量的大小(一次风)。这是保证整个系统稳定运行的主线。
对于压力的调节,采用对主线在燃料供给,风量供给的中心值进行修正的原则。 主汽压力作为给煤修正的串级给定,通过炉膛温度的串级主回路控制,有效的对压力变化,媒质变化所引起的运行波动给予消除。同时根据相同的比例幅度控制总风量的大小。
为了保证燃烧效果的较佳,采用根据排烟的含氧量大小,对二次风进行调整的方法,使燃烧始终处于较为经济的状态。
减压控制也为单回路调节,原理框图与减温相同。
5.除氧器的液位、压力控制
除氧器的液位,压力控制采用单回路控制模式。原理框图略。
四、画面构成
1、锅炉工艺上有锅炉总貌、汽水系统、烟风系统、参数表、除氧给水系统、减温减压多个画面(单台锅炉)。
2、动态数据:在流程图上相应处显示。
3、动态画面的键接:在每幅画面上做按钮,可相互切换。
4、点击工艺流程图上相应的调节阀,既可弹出PID画面,可在线修改给定值和输出值。
五、报表
将多个参数按分组生成报表,每8小时打印。
六、趋势
根据用户要求进行分组,锅炉工艺的历史趋势画面具备32个比较重要参数的历史趋势,这些历史数据以每一秒采集一次的周期显示在历史趋势图上(采样速率可根据需要设定)
七、报警
根据客户要求,采用声音报警及画面报警.